| ГОСТ 1628-78 Государственный стандарт Союза ССР ПРУТКИ БРОНЗОВЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1628-78Издание официальное ГОССТАНДАРТ РОССИИ Москва УДК 669.35.6-442:006.354 Группа B55 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРУТКИ БРОНЗОВЫЕ. Технические условия. ГОСТ 1628-78 ОКП 18 4670 Срок действия с 01.01.80 до 01.01.95 Настоящий стандарт распространяется на тянутые (круглые, квадратные и шестигранные), прессованные (круглые) и горячекатаные (круглые) прутки из безоловянных бронз, применяемые в различных отраслях промышленности. 1. СОРТАМЕНТ 1.1. Размеры круглых, квадратных и шестигранных прутков и предельные отклонения по ним должны соответствовать указанным в табл. 1—4. Таблица 1 Круглые тянутые прутки
Таблица 2 Квадратные и шестигранные тянутые прутки
Примечание. Прутки квадратные и шестигранные из бронзы маркл БрАМц9—2 изготовляются размерами 14—36 мм. Таблица 3 Круглые прессованные прутки
Примечания: Таблица 4 Круглые катаные прутки
Теоретическая масса 1 м прутка указана в рекомендуемом приложении 1. Примечание. За размер прутков квадратного и шестигранного сечения принимается диаметр вписанной окружности, то есть расстояние между параллельными гранями прутка. (Измененная редакция, Изм. № 2). 1.2. По длине прутки изготовляют: а) немерной длины: б) мерной длины
— в пределах немерной длины с предельными отклонениями; Прессованные прутки мерной длины изготовляют по требованию потребителя; в) кратной мерной длины — в пределах немерной с припуском 5 мм на один рез и с общим допуском по длине в соответствии с подпунктом б. Предельные отклонения по длине мерных прессованных прутков повышенной точности диаметром до 80 мм должны быть + 10 мм, диаметром свыше 80 мм — +15 мм. По требованию потребителя тянутые прутки должны изготовлять с предельным отклонением по длине +6 мм. (Измененная редакция, Изм. № 2, 3). 1.3. В партии прутков немерной длины, допускаются укороченные прутки в количестве не более 10 % от массы партии: длиной не менее 1 м — для прутков диаметром до 40 мм; длиной не менее 0,5 м — для прутков диаметром св. 40 мм. 1.4. Тянутые прутки диаметром менее 14 мм допускается сматывать в бухты. Длина прутков должна быть не менее 3 м. Примечание. По требованию потребителя прутки диаметром 14 мм и более допускается сматывать в бухты. Условные обозначения проставляются по следующей схеме: при следующих сокращениях: Способ изготовления: прессованные ―П катаные ―Г холоднодеформируемые ―Д Форма сечения: круглые ―КР квадратные―КВ шестигранные―ШГ Точность изготовления: нормальная―Н повышенная―П высокая―В Состояние: полутвердое―П твердое―Т Длина: немерная―НД кратная мерной―КД мерная―МД в бухтах―БТ Особые условия: мерная повышенной точности по длине―МП для обработки на автоматах―АВ Примечание. Знак «X» ставят вместо отсутствующих данных, кроме обозначения особых условий. Примеры условного обозначения: Пруток тянутый, круглый повышенной точности изготовления, полутвердый, диаметром 12,0 мм, немерной длины, из сплава марки БрАМц9—2, для обработки на автоматах: Пруток ДКРПП 12,0 НД БрАМц9—2 АВ ГОСТ 1628—78 То же, тянутый, квадратный, нормальной точности изготовления, твердый, размером, 20,0 мм, длины, кратной 3 м, из сплава марки БрКМцЗ—1: Пруток ДКВНТ 20,0 КДЗ БрКМцЗ—1 ГОСТ 1628—78 То же, прессованный, круглый, высокой точности изготовления, диаметром 18,0 мм, мерной длины 2 м, из сплава марки БрАЖ9—4, повышенной точности по длине: Пруток ПКРВХ 18,0 X 2000 БрАЖ9—4 МП ГОСТ 1628—78 То же, горячекатаный, круглый диаметром 50,0 мм, мерной длины 2,5 м, из сплава марки БрКМцЗ—1: Пруток ГКРХХ 50 X 2500 БрКМцЗ—1 ГОСТ 1628—78 (Измененная редакция, Изм. № 2, 4). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 2.1. Прутки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Вид прутков и способ изготовления указаны в табл. 5. Примечания: (Измененная редакция, Изм. № 4). 2.1.1. Прутки изготовляют из бронзы марок БрАМц9—2, БрАЖМц10—3—1,5, БрАЖН10—4—4, БрАЖ9—4, БрКМцЗ—1 и БрКН1 — 3 с химическим составом по ГОСТ 18175—78. (Введен дополнительно, Изм. №2). Таблица 5
(Измененная редакция, Изм. № 2) 2.2. Поверхность прутков должна быть чистой, без дефектов и загрязнений, затрудняющих осмотр. На поверхности прутков допускаются малозначительные плены, раковины, трещины, вмятины, задиры, царапины, чешуйчатость, пузыри и окалина глубиной не более предельного отклонения по диаметру. Допускаются следы технологической смазки, а также цвета побежалости после низкотемпературного отжига тянутых прутков. (Измененная редакция, Изм. № 2). 2.3. Механические свойства прутков должны соответствовать указанным в табл. 6. Удельное электрическое сопротивление прутков приведено в справочном приложении 3. 2.4. У тянутых прутков из бронзы марки БрКМцЗ—1 должны быть сняты внутренние напряжения. 2.5. В прутках не должно быть неметаллических включений, расслоений, пустот и прессутяжин. 2.6. Прутки должны быть выправлены. Местная кривизна прутков на 1 м длины не должны превышать величин, указанных в табл. 7. Таблица 6
Примечания: (Измененная редакция, Изм. № 2, 4). Таблица 7
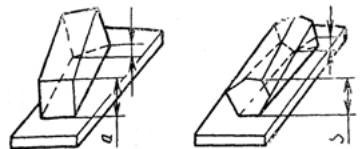
Общая кривизна прутка не должна превышать произведения местной кривизны на 1 м длины на длину прутка в метрах. (Измененная редакция, Изм. № 2). 2.7. Прутки должны быть ровно обрезаны с торцов и не должны иметь значительных заусенцев. Косина реза не должна выводить прутки за половину предельных отклонений по длине. Допускается изготовлять прутки диаметром 40 мм и менее с обрубленными концами. По согласованию изготовителя с потребителем допускается изготовлять прутки диаметром 80 мм и менее с обрубленными концами. Косина реза при этом не оговаривается. (Измененная редакция, Изм. № 2, 4). 2.8. Отклонения от формы поперечного сечения (овальность, ромбичность, огранка) допускаются в пределах допусков по размерам. По требованию потребителя тянутые прутки должны изготовлять с отклонениями от формы поперечного сечения в пределах половины допусков по размерам. (Измененная редакция, Изм. № 3). 2.9. Скручивание квадратных шестигранных тянутых прутков, намотанных в бухты, не должно превышать величин, указанных на чертеже и в табл. 8. Таблица 8
Суммарное скручивание прутка не должно превышать произведения величины допускаемого скручивания 1 м на длину прутка в метрах. 2.10. Радиус закругления продольных ребер тянутых прутков квадратного и шестигранного сечения не должен превышать: 0,5 мм — для размеров до 25 мм включ.; 1,0 мм — для размеров свыше 25 мм. 2.11. Тянутые прутки из бронзы марки БрКМцЗ—1 должны выдерживать при комнатной температуре испытание на изгиб без появления следов надрыва и отслоений. 3. ПРАВИЛА ПРИЕМКИ 3.1. Прутки
принимают партиями. Партия должна состоять из прутков одного способа
изготовления, одной точности изготовления, одного состояния материала, одного
размера и профиля, одной марки бронзы и оформлена одним документом о качестве,
содержащим: Масса партии должна быть не более 3000 кг. (Измененная редакция, Изм. № 2). 3.2. Контролю размеров подвергают 10 % прутков партии. Для контроля внешнего вида прутков от партии отбирают прутки (пучки, бухты) «вслепую» методом наибольшей объективности по ГОСТ 18321—72. Планы контроля соответствуют ГОСТ 18242—72. Количество контролируемых прутков (пучков, бухт) отбирают в соответствии с табл. 9. Отобранные прутки считаются годными, если число прутков (пучков, бухт), не соответствующих требованиям, менее браковочного числа, приведенного в табл. 9. При получении неудовлетворительных результатов изготовитель проводит сплошной контроль. (Измененная редакция, Изм. № 4). 3.3. Для проверки твердости или временного сопротивления и относительного удлинения, а также для испытания на изгиб отбирают два прутка, два пучка или две бухты от партии. (Измененная редакция, Изм. №2). Таблица 9
3.4. Для проверки на скручивание от партии отбирают пять прутков. Если в партии менее пяти прутков, то контролируют каждый пруток. 3.5. Отсутствие внутренних дефектов в прессованных и катаных из прессованной заготовки прутках проверяют на каждом прутке. Для проверки отсутствия внутренних дефектов в тянутых прутках отбирают два прутка, два пучка или две бухты от партии. (Измененная редакция, Изм. № 2). 3.6. Для проверки химического состава отбирают два прутка, два пучка или две бухты от партии. Допускается изготовителю проверку химического состава проводить на пробе, отобранной от расплавленного металла, при этом допускается контроль готовых прутков по химическому составу не проводить. 3.7. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей (кроме показателя внешнего вида) по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяются на всю партию. Допускается изготовителю проводить поштучное испытание прутков. 3.6, 3.7. (Измененная редакция, Изм. №. 2, 4). 4. МЕТОДЫ ИСПЫТАНИЙ 4.1. Контроль внешнего вида прутков проводят с заданной вероятностью 96 % без применения увеличительных приборов. (Измененная редакция, Изм. № 4). 4.2. Измерение размера прутка проводят не менее чем в двух взаимно перпендикулярных направлениях одного сечения прутка микрометром по ГОСТ 6507—90 ГОСТ 4381—87. Измерение длины проводят измерительной металлической рулеткой по ГОСТ 7502—80. Косину реза и кривизну прутков проверяют по ГОСТ 26877—86. Радиус закругления продольных ребер определяют радиусным шаблоном по ТУ 2—034—228—88. Допускается применять любые другие измерительные инструменты, если они обеспечивают заданную точность измерения. 4.3. Проверку прутков на отсутствие внутренних дефектов производят неразрушающими методами контроля по методике, согласованной между изготовителем и потребителем. Допускается проверку прессованные прутков на наличие внутренних дефектов проводить неразрушающим методом контроля по методике, приведенной в справочном приложении 7 ГОСТ 2060—73 с конца, примыкающего к прессостатку. Для прессованных и катаных из прессованной заготовки прутков испытанию подвергают конец, примыкающий к прессостатку, а для тянутых прутков — оба конца. Допускается проводить проверку по излому прутка. Для получения излома пруток надрезают с одной или двух сторон, после чего ломают. Надрез должен быть сделан с таким расчетом, чтобы излом проходил через центральную часть прутка. Ширина излома должна быть: для прутков диаметром до 16 мм включ. не менее 60 % диаметра; для прутков диаметром свыше 16 мм — не менее 10 мм. Осмотр излома производят без применения увеличительных приборов. После осмотра допускается обломанный конец прутка не обрезать. (Измененная редакция, Изм. № 4). 4.4. Испытание прутков на растяжение проводят на двух образцах, взятых от каждого отобранного от партии прутка или бухты. От каждого пучка, взятого от партии, отбирают по одному прутку и от каждого из прутков берут один образец. Испытание проводят по ГОСТ 1497—84. Для прутков из бронзы марки БрКМцЗ—1 испытание механических свойств проводят на образцах с расчетной длиной, равной пятикратному диаметру. Отбор образцов для испытания на растяжение производят в соответствии с ГОСТ 24047—80. 4.5. Испытание прутков на твердость проводят на пяти образцах. При этом от отобранных от партии двух прутков или двух бухт берут пять образцов (два образца от одного прутка или бухты и три образца от другого прутка или бухты). От отобранных от партии двух пучков берут пять прутков (два прутка от одного пучка и три прутка от другого пучка) и от каждого из прутков берут один образец. Испытание на твердость по Бринеллю (НВ) проводят по ГОСТ 9012—59. Прутки диаметром 5—10 мм испытывают при условии НВ 2,5/187, 5/30, прутки диаметром 11—28 мм для интервала твердости 110—130 при условии НВ 5/250/30, для интервала твердости 130—220 при условии НВ 5/750/30, прутки диаметром более 28 мм для интервала твердости 110—130 при условии НВ 10/1000/30, для интервала 130—220 при условии НВ 10/3000/30. 4.4, 4.5. (Измененная редакция, Изм.№ 2). 4.6. Скручивание прутков проверяют по ГОСТ 26877—86. (Измененная редакция, Изм. №4). 4.7. Испытание прутков на изгиб проводят на двух образцах, отобранных от каждого прутка или бухты, взятых от партии. От каждого пучка отбирают по одному прутку и от каждого из прутков берут один образец. Испытание проводят по ГОСТ 14019—80. Изгиб проводят на 90° вокруг оправки с радиусом закругления, равным диаметру прутка, без появления следов надрыва и без отслоения. Прутки диаметром 5—14 мм испытывают необточенными: диаметром 16 мм и более обтачивают до диаметра 15 мм эксцентрично, чтобы, на одной стороне оставалась необточенная поверхность. При изгибе образца его необточенная поверхность должна быть наружной. 4.8. Химический состав определяют по ГОСТ 6689.23—92, ГОСТ 25086—87, ГОСТ 15027.1-77‚ ГОСТ 15027.14-77, ГОСТ 20068.1-79—ГОСТ 20068.3-79 или другими методами, не уступающими по точности указанным в стандартах. При возникновении разногласий в оценке результатов анализа химический состав определяют по ГОСТ 6689.23—80, ГОСТ 25086—87, ГОСТ 15027.1-77 — ГОСТ 15027.14-77, ГОСТ 20068.1-79 — 20068.3-79. Отбор проб для анализа химического состава — по ГОСТ 24231—80. 4.7, 4.8. (Измененная редакция, Изм. №2). 5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 5.1. Прутки диаметром до 35 мм в ключ, связывают в пучки массой не более 80 кг каждый. Каждый пучок должен состоять не менее чем из трех прутков и должен быть перевязан проволокой в два оборота диаметром не менее 1,2 мм по ГОСТ 3282—74 или другим материалом по нормативно-технической документации не менее чем в двух местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучке. Концы проволоки соединяют скруткой не менее пяти витков. По требованию потребителя прутки связывают в пучки массой до 500 кг. Каждый пучок должен быть перевязан проволокой в два оборота диаметром не менее 3 мм по ГОСТ 3282—74, не менее чем в двух местах, таким образом, чтобы исключалось взаимное перемещение прутков в пучке. Каждая бухта должна быть перевязана проволокой по ГОСТ 3282—74 или другим материалом, обеспечивающим сохранность проволоки, по нормативно-технической документации не менее чем в трех местах, равномерно по окружности бухты. Укрупнение грузовых мест в транспортные пакеты массой до 1000 кг производят по ГОСТ 24597—81 с габаритными размерами по нормативно-технической документации. Пакетирование пучков и отдельных прутков, не связанных в пучки, осуществляют на поддонах по ГОСТ 9557—87 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой проволокой диаметром не менее 2 мм и два оборота по ГОСТ 3282—74 или лентой размерами не менее 0,3×30 мм по ГОСТ 3560—73, а также с использованием пакетируемых строп из проволоки по ГОСТ 3282—74 диаметром не менее 5 мм со скруткой не менее трех витков. (Измененная редакция, Изм. № 2). 5.2; (Исключен, Изм. № 2). 5.3. К каждому
пучку (бухте) пруктов должен быть прикреплен металлический или фанерный ярлык
по ГОСТ 14192—77 с указанием: На торце прутков диаметром более 35 мм должны быть выбиты: товарный знак предприятия-изготовителя, условное обозначение марки сплава, номер партии и нанесен штамп технического контроля. Допускается указанные данные наносить несмываемой краской на боковой поверхности прутка. (Измененная редакция, Изм. № 2, 4). 5.4.(Исключен, Изм. № 2). 5.5. Для маркировки прутков допускается применять следующие сокращенные буквенные обозначения бронзы: Марка бронзы Условное обозначение БрАЖ9—4.....................................................БЖ БрАЖМц10—3—1,5......................................БЧ БрАМц9—2...................................................Бр БрКМцЗ—1...................................................ХК БрКН1—3.....................................................КН БрАЖН10—4—4..........................................БН Примечание. Для маркировки прутков марки БрАМц9—2 с ограниченным содержанием алюминия допускается применять буквенное обозначение «БрС». 5.6.(Исключен, Изм. № 4). 5.7. Транспортирование прутков производят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Для грузов длиной более 3 мм транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. (Измененная редакция, Изм. № 2). 5.8. Прутки должны храниться в крытых помещениях или под навесом, защищающим их от атмосферных осадков, в ящиках или на полках, поддонах или стеллажах в условиях отсутствия контакта с влагой. При соблюдении указанных условий хранения прутки бронзовые потребительские свойства при хранении не изменяют. (Измененная редакция, Изм. № 2, 4). 5.9. Транспортная маркировка грузовых мест — по ГОСТ 14192—77 с нанесением дополнительной надписи номера партии. (Введен дополнительно, Изм. № 2). Рекомендуемое Теоретическая масса прутков
ПРИЛОЖЕНИЕ 2 Справочное Твердость по Бриннелю прутков из сплава марки БрКМц3―1
(Измененная редакция, Изм. № 2). ПРИЛОЖЕНИЕ 3 Справочное Удельное электрическое сопротивление прутков
(Введен дополнительно, Изм. № 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР РАЗРАБОТЧИКИ А. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 06.07.78 3. Стандарт соответствует международным стандартам ИСО 3488—82, ИСО 3489—84, ИСО 3490—84 и ИСО 3491—84 в части размеров и предельных отклонений 4. ВЗАМЕН ГОСТ 1628—72 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Срок действия продлен до 01.01.95 Постановлением Госстандарта СССР от 29.03.89 № 837 7. ПЕРЕИЗДАНИЕ (январь 1992 г.) с Изменениями № 1, 2, 3, 4 утвержденными в марте 1983 г., апреле 1984 г., мае 1987 г., марте 1989 г. (ИУС 6—83, 7―84, 8—87, 7—89) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||